
PCBA加工焊接工藝虛焊產生的原因及預防措施分析
日(ri)期(qi):2019-05-27 / 人氣: / 來源:www.scqhky.com
虛焊現象
現象1
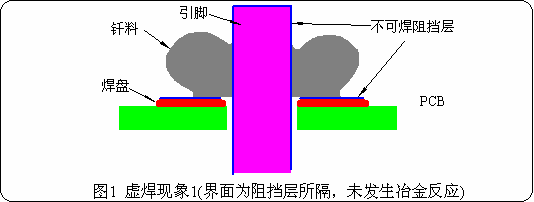
表(biao)面(mian)不潤(run)(run)(run)濕(shi),焊點(dian)表(biao)面(mian)呈粗(cu)糙的(de)形狀(zhuang)、光澤性差(cha)、潤(run)(run)(run)濕(shi)性不好(潤(run)(run)(run)濕(shi)角θ>90度),如(ru)圖1所(suo)示。此時釬料和基體(ti)金(jin)屬界面(mian)之間為(wei)一層不可焊的(de)薄膜所(suo)阻檔,界面(mian)層上(shang)未能(neng)發生所(suo)期望(wang)的(de)冶金(jin)反應(形成適當厚(hou)度的(de)合金(jin)層Cu6Sn5+Cu3Sn)。這是一種顯形的(de)虛焊現象,從外觀上(shang)就能(neng)判斷。
現象2
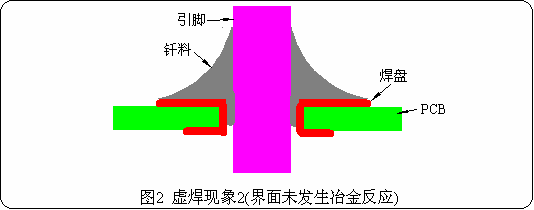
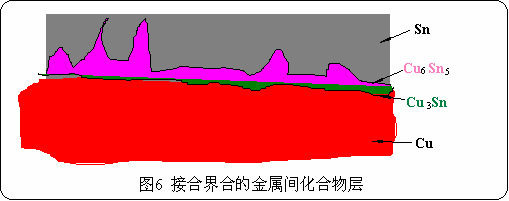
表面潤濕,但(dan)釬料和基體金屬界面未(wei)發生冶金反應(未(wei)形成適(shi)當厚(hou)度(du)的合(he)金層Cu6Sn5+Cu3Sn),如圖2所示(shi)。它是一種穩形的虛焊現象,外觀不易判斷,因而(er)危害(hai)極大。
虛焊的判別
上(shang)面(mian)所表述的(de)兩(liang)種不同的(de)虛焊(han)現(xian)象,其共同特點都是結(jie)合界面(mian)未發生冶(ye)金反(fan)(fan)應,未形(xing)(xing)成(cheng)合適(shi)厚(hou)度(du)(1.5~3.5)μm的(de)合金層。因此(ci),接合界面(mian)上(shang)是否(fou)形(xing)(xing)成(cheng)了合適(shi)厚(hou)度(du)的(de)銅錫合金層就構(gou)成(cheng)了虛焊(han)現(xian)象的(de)唯(wei)一(yi)判(pan)據(ju)。此(ci)時若將(jiang)焊(han)點撕(si)裂(lie),就可發現(xian)釬(han)(han)料(liao)和基(ji)體金屬(shu)(shu)之間相互成(cheng)犬牙交錯狀(zhuang)的(de)裂(lie)痕,即基(ji)體金屬(shu)(shu)上(shang)有釬(han)(han)料(liao)殘留(liu)物,釬(han)(han)料(liao)上(shang)也有基(ji)體金屬(shu)(shu)的(de)痕跡。相反(fan)(fan),若將(jiang)虛焊(han)點撕(si)裂(lie)時,在基(ji)體金屬(shu)(shu)和釬(han)(han)料(liao)之間沒(mei)有任何相互楔入的(de)殘留(liu)物,
而是很清楚的相互分開,好(hao)似用漿糊(hu)粘(zhan)往(wang)的一樣(yang)。
虛焊的形成機理
軟釬接過程中所發生的物理現象
軟釬接接合的物理過程
通過軟(ruan)(ruan)釬接(jie),金(jin)(jin)(jin)屬(shu)為什么會接(jie)合到一(yi)(yi)起并形成連接(jie)強度呢(ni)?以常用的(de)錫-鉛合金(jin)(jin)(jin)軟(ruan)(ruan)釬料來說(shuo),它是(shi)通過軟(ruan)(ruan)釬料潤濕接(jie)合金(jin)(jin)(jin)屬(shu)表面,利用擴散(san)作用在(zai)界面產生合金(jin)(jin)(jin)層(金(jin)(jin)(jin)屬(shu)間化合物(wu)),從(cong)而結成一(yi)(yi)體。以波(bo)峰焊接(jie)為例,在(zai)合適的(de)溫度作用下,焊點在(zai)軟(ruan)(ruan)釬接(jie)過程中所發(fa)生的(de)物(wu)理化學(xue)過程,按照(zhao)發(fa)生的(de)先后可描述如下:
潤濕作用及Young定理
1. 潤濕作用
軟(ruan)釬(han)接過(guo)程中接合作用的第一步,是軟(ruan)釬(han)料(liao)借助毛細管(guan)現象(xiang)在接合金屬表面上充分(fen)鋪展開(kai),這現象(xiang)就叫做潤(run)濕。
為使熔(rong)融的(de)軟釬(han)(han)料(liao)(liao)潤濕固體金屬表面,必須(xu)具備(bei)一定的(de)條件。其(qi)條件之一就(jiu)是被(bei)焊金屬表面必須(xu)是潔凈(jing)的(de)。這樣軟釬(han)(han)料(liao)(liao)與被(bei)接(jie)合的(de)基體金屬的(de)原(yuan)子(zi)間距離才(cai)能(neng)接(jie)近(jin)到原(yuan)子(zi)間力作用的(de)程(cheng)度。
2. 潤濕過程中的作用力
a. 作用于原子間的力
在高溫下具有粘性的二(er)相同(tong)金(jin)屬間,只要在高溫下加(jia)上不大(da)的壓力(li),就可(ke)以使它們之間相互緊密貼(tie)合。軟(ruan)釬(han)接時,因為(wei)軟(ruan)釬(han)料處于熔融狀態,在金(jin)屬表(biao)面(mian)產生潤濕,不需加(jia)外力(li),只要基體(ti)金(jin)屬表(biao)面(mian)是潔(jie)凈的,就能很容易地達到(dao)原子間力(li)作用所需要的距離。
b. 熔融金屬的聚合力及附著力
潤濕是物(wu)質所具有的聚合力的作用結果,而緊(jin)密貼合與表(biao)(biao)面(mian)張力有關。產生表(biao)(biao)面(mian)張力的原(yuan)因是聚合力。為了分析此問題,我們以(yi)在(zai)玻璃管中(zhong)的液體(ti)和管壁接觸部位的狀態(tai)來說明。
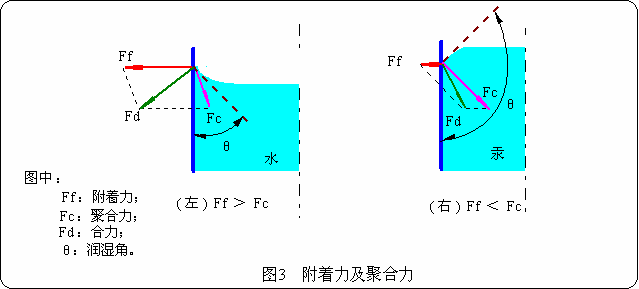
液體分子(zi)受(shou)到對玻璃(li)壁(bi)的(de)(de)附著力(li)(li)Ff及液體本身的(de)(de)聚合力(li)(li)Fc的(de)(de)作用(yong)(yong)(忽(hu)略(lve)重(zhong)力(li)(li)作用(yong)(yong)),按(an)液面(mian)(mian)形狀作用(yong)(yong)于液面(mian)(mian)分子(zi)的(de)(de)外力(li)(li)是(shi)(shi)垂直于液面(mian)(mian)的(de)(de)。由于水與玻璃(li)壁(bi)之間(jian)的(de)(de)附著力(li)(li)大(da),所(suo)(suo)以合力(li)(li)Fd的(de)(de)方向(xiang)是(shi)(shi)指向(xiang)玻璃(li)壁(bi)內的(de)(de)。因此,合力(li)(li)Fd與成直角的(de)(de)液面(mian)(mian)成為凹面(mian)(mian)。當出現這種凹面(mian)(mian)時,因表(biao)面(mian)(mian)張力(li)(li)作用(yong)(yong)產生收縮力(li)(li),而使管內液面(mian)(mian)上的(de)(de)壓(ya)力(li)(li)減少(shao)。然而在同一液面(mian)(mian)上各點(dian)的(de)(de)壓(ya)力(li)(li)必然是(shi)(shi)相(xiang)等的(de)(de),所(suo)(suo)以液面(mian)(mian)上升。
在軟釬(han)接中,潤濕和熔(rong)融釬(han)料的聚合力及基體金屬(shu)的附著力有關,聚合力越弱,
即固體面(mian)與液(ye)體原子的附著力比液(ye)面(mian)原子聚合力越大,越易(yi)產生毛細管(guan)現象。
由此可知,為實現軟(ruan)釬(han)接(jie),首先(xian)要產生潤(run)濕,由于潤(run)濕,當軟(ruan)釬(han)料與基體金屬的原(yuan)子間距離非常接(jie)近(jin)時,原(yuan)子的聚合力即(ji)發生作用,使軟(ruan)釬(han)料與基體金屬合并為一(yi)體,完成了(le)接(jie)合。
c. 表面張力
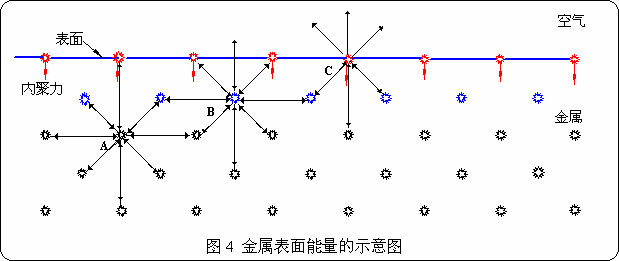
表(biao)面(mian)(mian)(mian)(mian)(mian)張力是(shi)在液(ye)(ye)體(ti)(ti)(ti)的(de)(de)表(biao)面(mian)(mian)(mian)(mian)(mian)分(fen)(fen)子(zi)因(yin)受(shou)聚合力的(de)(de)作(zuo)用而(er)被(bei)拉向(xiang)液(ye)(ye)體(ti)(ti)(ti)內部(bu),成(cheng)為(wei)表(biao)面(mian)(mian)(mian)(mian)(mian)面(mian)(mian)(mian)(mian)(mian)積(ji)最小(xiao)(xiao)時所發生的(de)(de)。在液(ye)(ye)體(ti)(ti)(ti)內部(bu)的(de)(de)每(mei)個分(fen)(fen)子(zi),被(bei)其它(ta)分(fen)(fen)子(zi)所包圍,受(shou)力狀態(tai)是(shi)平衡的(de)(de)。而(er)液(ye)(ye)面(mian)(mian)(mian)(mian)(mian)的(de)(de)分(fen)(fen)子(zi),因(yin)其上部(bu)存在著(zhu)不同的(de)(de)相(xiang),而(er)這個相(xiang)的(de)(de)分(fen)(fen)子(zi)密度小(xiao)(xiao),因(yin)而(er)受(shou)到垂直于(yu)液(ye)(ye)面(mian)(mian)(mian)(mian)(mian)并指(zhi)向(xiang)液(ye)(ye)體(ti)(ti)(ti)內部(bu)的(de)(de)力。因(yin)此(ci),在液(ye)(ye)體(ti)(ti)(ti)表(biao)面(mian)(mian)(mian)(mian)(mian)產生結膜現象,使表(biao)面(mian)(mian)(mian)(mian)(mian)面(mian)(mian)(mian)(mian)(mian)積(ji)收(shou)縮為(wei)最小(xiao)(xiao)(球形)。這種(zhong)力就是(shi)表(biao)面(mian)(mian)(mian)(mian)(mian)自由能,該力稱為(wei)表(biao)面(mian)(mian)(mian)(mian)(mian)強力。
d. 毛細管現象
毛細管現象在潔(jie)凈的固(gu)體(ti)金(jin)屬(shu)表(biao)面上,放(fang)置熔融(rong)狀態的潔(jie)凈釬(han)料(liao),釬(han)料(liao)液(ye)體(ti)就會(hui)在固(gu)體(ti)金(jin)屬(shu)表(biao)面擴(kuo)展并潤濕固(gu)體(ti)金(jin)屬(shu)。這一現象是液(ye)態釬(han)料(liao)在固(gu)體(ti)金(jin)屬(shu)表(biao)面的細小凹凸(tu)間隙中,借助于(yu)毛細管現象,向四方擴(kuo)展而引起的。
3. Young定理
液態釬料在(zai)固體金屬(shu)表面(mian)的潤濕過程,則(ze)產(chan)生下述自由能(neng)。
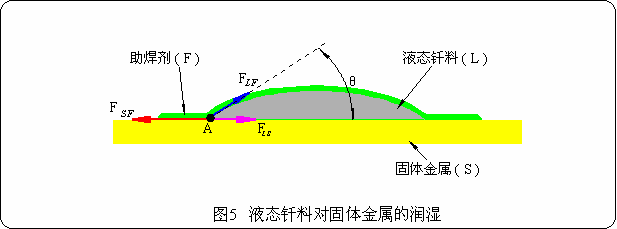
FSF:固體金屬與助焊劑之間的界面張力(自由能);
FLS:液態釬料與固(gu)體金屬之間的界面張(zhang)力(自由能);
FLF:液態釬料與助焊(han)劑之間(jian)的界面張力(自由能);
θ:接觸角;
cosθ:潤(run)濕系數(shu)。
這些自(zi)由能之間的關系可以用Young定理來描述,即:
PSF=PLS+PLFcosθ
設附著功為Wa,其近似值可用下式表(biao)示:
Wa=PSF+PLF-PLS
可得到:
Wa=PLS+PLFcosθ+PLF-PLS=PLF(cosθ+1)
“A”點上(shang)三個矢量的(de)平(ping)衡狀態(tai),表示了(le)表面(mian)能的(de)平(ping)衡,PLF是(shi)作用于與液體曲面(mian)相切方向的(de)液體的(de)表面(mian)張力(li),也(ye)就是(shi)使液態(tai)釬料表面(mian)積為(wei)最小的(de)力(li)。θ為(wei)1800時,為(wei)完全不潤(run)濕(shi)狀態(tai),而θ為(wei)00時,為(wei)完全潤(run)濕(shi)。在(zai)工業(ye)批(pi)生產中可作如(ru)下(xia)分級:
- 00≤θ≤300 潤濕優良
- 300≤θ≤400 潤濕良好
- 400≤θ≤550 潤濕可接受
- 550≤θ≤700 潤濕不良
擴散作用及Fick定理
1. 擴散作用
在接合過程中,在發生潤濕(shi)現象后立即(ji)伴有擴(kuo)散作用,因(yin)而形(xing)成了界面層或(huo)合金層。因(yin)晶(jing)格(ge)(ge)中金屬原子不斷地(di)進行著(zhu)熱振動(dong)(dong),當溫(wen)度(du)(du)達(da)到(dao)足夠高時,就從一個晶(jing)格(ge)(ge)向其它晶(jing)格(ge)(ge)自(zi)由移(yi)(yi)動(dong)(dong),這現象稱為擴(kuo)散。移(yi)(yi)動(dong)(dong)的速度(du)(du)及數(shu)量(liang)與溫(wen)度(du)(du)和時間有關。
擴(kuo)散(san)隨釬料、固體(ti)金屬的種(zhong)類及(ji)溫度等的不同而(er)各(ge)異,由擴(kuo)散(san)而(er)形成的中間層(ceng),對接合部的物(wu)理、化學性能,特別是機械性能、抗蝕性能有很大的影響。
軟(ruan)釬接中(zhong),釬料在基(ji)體(ti)金(jin)屬(shu)(shu)的晶(jing)粒(li)中(zhong)的擴散(san)稱體(ti)擴散(san),擴散(san)到基(ji)體(ti)金(jin)屬(shu)(shu)內部(bu)晶(jing)粒(li)中(zhong)的Sn可產生不同組分的界面合金(jin)層。
2. 金屬間化合物
軟釬接是依(yi)靠在(zai)接合(he)(he)界面上生成合(he)(he)金(jin)(jin)層而形(xing)成連接強度的。這種合(he)(he)金(jin)(jin)層通常是一種金(jin)(jin)屬間(jian)化(hua)(hua)合(he)(he)物(wu)。這種以(yi)合(he)(he)金(jin)(jin)的金(jin)(jin)屬成分按(an)原子量的比例結合(he)(he)的化(hua)(hua)合(he)(he)物(wu),叫做(zuo)金(jin)(jin)屬間(jian)化(hua)(hua)合(he)(he)物(wu)。
當用Sn/Pb系釬(han)料焊接銅(tong)時,釬(han)料中(zhong)的Sn向銅(tong)中(zhong)擴散而產(chan)生(sheng)Cu-Sn-Cu的結合(he),這種結合(he)與接合(he)有(you)關。在(zai)普通溫度下生(sheng)成Cu3Sn(ε相(xiang))(基體金(jin)屬(shu)側)、Cu6Sn5(η相(xiang))(釬(han)料側),而在(zai)300℃以上時則(ze)將出現(xian)Cu31Sn8(γ相(xiang))以及其(qi)它結構不(bu)明的合(he)金(jin)。
金屬間(jian)化(hua)合(he)物(wu)是一種(zhong)硬度高而脆性大(da)的(de)合(he)金相(xiang)。銅(tong)與(yu)錫的(de)化(hua)學親合(he)力很(hen)強,因此,在釬(han)接(jie)界面上銅(tong)與(yu)錫形(xing)成(cheng)的(de)金屬間(jian)化(hua)合(he)物(wu)生(sheng)長(chang)很(hen)快(kuai),據有(you)關資料(liao)介紹,純錫在265℃液態下(xia)與(yu)銅(tong)生(sheng)成(cheng)的(de)金屬間(jian)化(hua)合(he)物(wu)層(ceng),一分鐘(zhong)就能達到1.25μm的(de)厚(hou)度。
3. Fick定律
Fick定(ding)律(lv)描述了在軟釬料過程中擴散(san)現象發生的(de)規律(lv):
dm=-DSdt
式中:dm─釬料組分的擴(kuo)散量;
D─擴(kuo)散系(xi)數(shu);
S─擴散面(mian)積(ji);
─沿(yan)擴散(san)方向擴散(san)組分的濃度梯(ti)度;
dt─擴散時間(jian)。
由(you)公式(shi)可知,擴(kuo)散(san)(san)(san)數量(liang)與濃度(du)梯度(du)、擴(kuo)散(san)(san)(san)系(xi)數、擴(kuo)散(san)(san)(san)面積(ji)、和(he)擴(kuo)散(san)(san)(san)時間有(you)關。公式(shi)中(zhong)(zhong)的(de)(de)(de)負號表示擴(kuo)散(san)(san)(san)是由(you)高濃度(du)向低(di)濃度(du)方向進行,當釬料中(zhong)(zhong)某(mou)些組分的(de)(de)(de)含(han)量(liang)比(bi)(bi)被(bei)焊(han)金(jin)屬(shu)高時,由(you)于存在濃度(du)梯度(du),就會發生該組分向被(bei)焊(han)金(jin)屬(shu)中(zhong)(zhong)擴(kuo)散(san)(san)(san)。一般(ban)固態(tai)金(jin)屬(shu)在液相中(zhong)(zhong)的(de)(de)(de)擴(kuo)散(san)(san)(san)系(xi)數約在10-5g/cm2sec數量(liang)級(ji)。所(suo)以被(bei)焊(han)金(jin)屬(shu)在液態(tai)釬料中(zhong)(zhong)的(de)(de)(de)擴(kuo)散(san)(san)(san)速(su)度(du)比(bi)(bi)液態(tai)釬料在固體的(de)(de)(de)被(bei)焊(han)金(jin)屬(shu)中(zhong)(zhong)的(de)(de)(de)擴(kuo)散(san)(san)(san)速(su)度(du)要大的(de)(de)(de)多(duo)。
液(ye)態釬(han)(han)料(liao)向(xiang)被焊的(de)固態金(jin)屬中擴(kuo)散常見(jian)的(de)形式(shi)(shi)為:液(ye)態釬(han)(han)料(liao)沿(yan)被焊金(jin)屬表面、結晶內(nei)部以及晶界(jie)等方式(shi)(shi)進行。對(dui)于用錫-鉛釬(han)(han)料(liao)釬(han)(han)接(jie)銅時多(duo)發生沿(yan)表面和晶內(nei)的(de)擴(kuo)散方式(shi)(shi)。
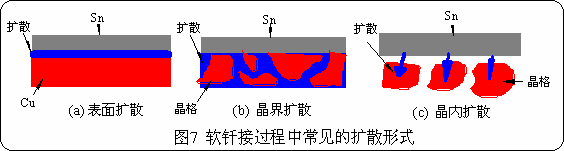
用Sn/Pb系釬料焊接銅(tong)時,錫和銅(tong)能形(xing)成合金,而鉛不(bu)與銅(tong)形(xing)成合金。因此,只有Sn以一(yi)定速度擴(kuo)散到基體金屬銅(tong)中去,而鉛不(bu)進(jin)行擴(kuo)散(原地不(bu)動)。這種只有Sn擴(kuo)散的(de)現(xian)象叫選(xuan)擇(ze)擴(kuo)散。
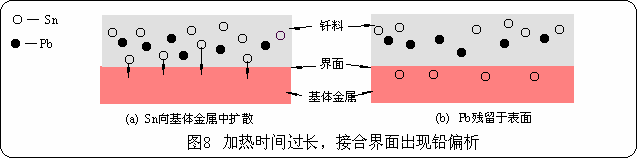
出(chu)現選擇(ze)擴(kuo)(kuo)散(san)時,當靠(kao)近(jin)銅的Sn擴(kuo)(kuo)散(san)到銅內后,距銅較遠(yuan)的Sn原子則由于Pb原子的阻擋減慢了擴(kuo)(kuo)散(san)速度(du)(du)。經過一定(ding)時間(jian)后在靠(kao)銅的附近(jin)會形成(cheng)富鉛層。出(chu)現鉛偏(pian)析現象時,往往使(shi)接(jie)合界面的性質發生(sheng)種種變化,導致接(jie)合強度(du)(du)急劇下(xia)降。
虛焊發生的條件
虛焊現象1發生的條件
虛焊(han)(han)現象1:既未發(fa)生潤濕又未發(fa)生擴散(san),好似用漿(jiang)糊(hu)粘(zhan)住似的,這種(zhong)接頭不(bu)能叫釬(han)接,只(zhi)能叫粘(zhan)可焊(han)(han)性(xing)差甚至不(bu)可焊(han)(han)。其形因不(bu)外乎是:
1. 外部原因
外購PCB、元器件(jian)等可(ke)焊性不(bu)合(he)格,進(jin)入公司(si)庫(ku)房前(qian)未進(jin)行嚴格的(de)入庫(ku)驗收試驗;
2. 庫存環境不良,庫存期大長
由(you)于儲存(cun)(cun)(cun)環境和儲存(cun)(cun)(cun)期限與保持PCB和元(yuan)器(qi)件良好的(de)可焊性(xing)有著(zhu)密(mi)切的(de)關系。因此,PCB和元(yuan)器(qi)件的(de)存(cun)(cun)(cun)儲環境必(bi)須具備(bei)恒溫(wen)、恒濕(shi)、空氣(qi)質量好,無腐蝕性(xing)氣(qi)體(如(ru)硫、氯等(deng))和無油污的(de)環境中儲存(cun)(cun)(cun)。否則會導(dao)致(zhi)可焊性(xing)劣化。
多數(shu)助焊(han)(han)劑只(zhi)能除掉銹和(he)氧(yang)化膜,而不能去除油(you)(you)脂那樣的(de)有(you)機(ji)薄膜。如果元(yuan)器(qi)件(jian)和(he)PCB在儲存過程(cheng)中(zhong),PCB和(he)元(yuan)器(qi)件(jian)上(shang)(shang)沾上(shang)(shang)了油(you)(you)脂等污染物后,會產(chan)生(sheng)錫、鉛的(de)偏析和(he)針孔,降(jiang)低焊(han)(han)接(jie)強度。也容易在鉛的(de)偏析和(he)釬料界(jie)面上(shang)(shang)產(chan)生(sheng)裂紋,從外現看并無異常,但(dan)卻是(shi)潛伏著(zhu)影響可靠(kao)性的(de)因素。
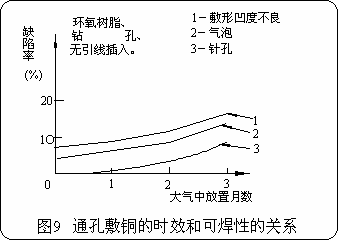
儲存期的長短應視地區(例如南方、北方)和當地的空氣質量(liang)而定(ding),一般希(xi)望庫存期愈(yu)短愈(yu)好。
例如PCB在大氣(qi)中放置一(yi)個月后(hou),可(ke)焊性明顯變差(cha)且(qie)容易附(fu)著氣(qi)泡(吸潮)。特別是在拆除真空(kong)封裝狀態上線插件后(hou),在濕(shi)熱或空(kong)氣(qi)污染厲(li)害的地區(qu)在流水線上滯留時間最(zui)好不(bu)要超(chao)過24小時就完成焊接工(gong)序。
虛焊現象2的發生條件
1. 虛焊現象2形成的物理過程
虛焊現(xian)象2:發(fa)生了潤濕但未發(fa)生擴散,它(ta)表(biao)明了PCB及元器件的(de)可焊性不存在問題(ti),出現(xian)此現(xian)象的(de)根本原因是焊接的(de)工藝(yi)條(tiao)件選擇不合(he)適(shi)。
我們(men)知道軟釬接過程中(zhong)原子的擴(kuo)散現象(xiang)是雙(shuang)向的,即:
a. 被焊金屬(基體金屬)向釬料中的擴散
被(bei)焊金(jin)屬(shu)在(zai)釬料中的溶(rong)(rong)解條件是:釬料和(he)被(bei)焊金(jin)屬(shu)在(zai)液態(tai)下(xia)能(neng)夠互(hu)溶(rong)(rong),則在(zai)釬接過程中被(bei)焊金(jin)屬(shu)就能(neng)溶(rong)(rong)于液態(tai)釬料。被(bei)焊金(jin)屬(shu)在(zai)液態(tai)釬料中的溶(rong)(rong)解量(liang)可(ke)用下(xia)式表示(shi):
G=ρyCy(1-e)
式中:
G─被焊金(jin)屬的溶解量(liang);
ρy─液態釬料密度(du);
Cy─被焊金屬(shu)在液態(tai)釬料中的(de)極限溶解度;
Vy─液態釬料的體積;
a─被焊金屬(shu)原子(zi)在(zai)液(ye)態(tai)釬料(liao)中的擴解系(xi)數;
t─接觸(chu)時間;接。形成(cheng)虛焊現(xian)象1的根本原因就(jiu)是基(ji)體金屬表(biao)面不潔凈,表(biao)面氧化或者被臟物、油脂(zhi)、手(shou)汗(han)漬等污染而導致表(biao)面可;
s─液(ye)相和固(gu)相的(de)接(jie)觸面(mian)積。
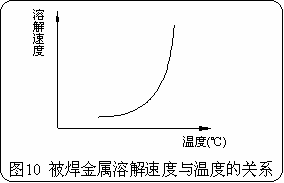
由公式可(ke)以看(kan)出:隨著(zhu)釬(han)(han)接溫(wen)(wen)度(du)(du)的(de)(de)提高和釬(han)(han)接保(bao)溫(wen)(wen)時間(jian)的(de)(de)延(yan)長,被(bei)焊金屬在(zai)液態釬(han)(han)料中的(de)(de)溶(rong)解量(liang)都會增多。溫(wen)(wen)度(du)(du)對溶(rong)解量(liang)的(de)(de)影(ying)響,主(zhu)要反(fan)映在(zai)溶(rong)解度(du)(du)系數a的(de)(de)增大上(shang)。
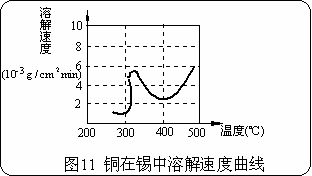
若(ruo)釬料(liao)與被(bei)焊(han)金屬(shu)(shu)能形(xing)成金屬(shu)(shu)間化(hua)合(he)物時(shi),由(you)于金屬(shu)(shu)間化(hua)合(he)物的出(chu)現(xian),阻礙了被(bei)焊(han)金屬(shu)(shu)向釬料(liao)中的溶解(jie)速(su)度。在化(hua)合(he)物形(xing)成的溫度曲線(xian)上表現(xian)出(chu)溶解(jie)速(su)度有所(suo)下降。
被焊(han)金(jin)屬向(xiang)釬(han)料中(zhong)擴(kuo)散(san)過程(cheng),由(you)于(yu)被焊(han)金(jin)屬元素(su)溶于(yu)釬(han)料中(zhong),與釬(han)料成(cheng)(cheng)分起合金(jin)化作用(yong)。因而使得釬(han)接(jie)接(jie)頭(tou)性能(neng)提高(gao)了,例如(ru)Sn的(de)(de)抗(kang)拉強(qiang)度σb=1.5kg/mm2,而形成(cheng)(cheng)銅(tong)、錫合金(jin)層后的(de)(de)接(jie)頭(tou)抗(kang)拉強(qiang)度提高(gao)到σb=5.7kg/mm2。
當然被(bei)焊(han)金(jin)屬溶于釬(han)料(liao)的量不適當(偏多)時,也是帶來使釬(han)料(liao)熔(rong)點提高、流動性變(bian)差、被(bei)焊(han)金(jin)屬出現(xian)溶蝕等不良(liang)后果的原因。
b. 釬料組分向被焊金屬中擴散
由Fick定(ding)理可知:在一定(ding)的(de)溫(wen)度(du)下,釬料(liao)組分(fen)中的(de)Sn向被焊金(jin)屬中的(de)擴(kuo)散量也是(shi)與加熱(re)的(de)時間(jian)成(cheng)正比(bi)的(de),它表明了適宜的(de)合金(jin)層(ceng)的(de)形成(cheng)是(shi)需要時間(jian)的(de)。
因此焊接溫度偏低(di),焊接時(shi)間(jian)偏短是(shi)造成虛焊現象(xiang)2發生的主要原因。
2. 波峰焊接中如何控制合金化過程
波(bo)(bo)峰焊接中PCB通(tong)過波(bo)(bo)峰時其熱(re)作用過程大致可分為三個區域。
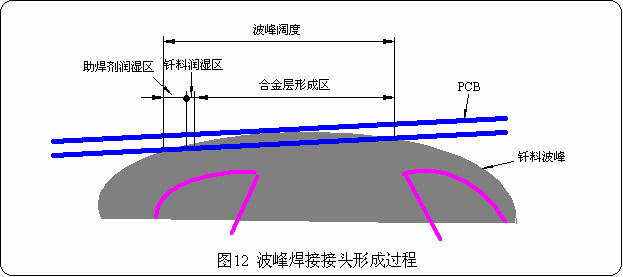
a. 助焊劑潤濕區
被覆在PCB板面(mian)上(shang)的助焊(han)(han)劑(ji)(ji),經過預熱區的預熱,一接(jie)觸釬料波峰后(hou)溫度驟(zou)升,助焊(han)(han)劑(ji)(ji)迅速(su)在基體(ti)金(jin)屬表面(mian)上(shang)潤濕、漫延。受(shou)溫度的劇烈激活,釋放出最(zui)大的化學(xue)活性迅速(su)凈化被焊(han)(han)金(jin)屬表面(mian)。此過程大約(yue)只需0.1秒的時間即可(ke)完成(cheng)。
b. 釬料潤濕區
經(jing)過(guo)助(zhu)焊劑(ji)凈化的基(ji)(ji)體(ti)表面(mian),在(zai)基(ji)(ji)體(ti)金屬(shu)表面(mian)吸(xi)附(fu)力的作用下和助(zhu)焊劑(ji)的拖動下,迅速在(zai)基(ji)(ji)體(ti)金屬(shu)表面(mian)上漫流開來。一旦(dan)達到釬料的潤濕溫(wen)度后,潤濕過(guo)程便立(li)即(ji)發生。此過(guo)程通常只需(xu)10-3sec即(ji)可完成(cheng)。
c. 合金層形成區
釬料在(zai)基體金(jin)屬上發(fa)生(sheng)潤濕后,擴散過程(cheng)便緊(jin)隨(sui)其后發(fa)生(sheng)。由于生(sheng)成最適宜厚(hou)(hou)度的合(he)(he)金(jin)層(ceng)(3.5μm左右)需(xu)要(yao)經歷一(yi)(yi)段(duan)時(shi)間(jian)過程(cheng)。因此,潤濕發(fa)生(sheng)后還必須有(you)足夠的保溫時(shi)間(jian),以獲得(de)(de)所需(xu)要(yao)厚(hou)(hou)度的的合(he)(he)金(jin)層(ceng)。通常該(gai)時(shi)間(jian)為(wei)(2~5)sec。保溫時(shi)間(jian)之所以要(yao)取一(yi)(yi)個范圍,主要(yao)是受被焊金(jin)屬熱容(rong)量的大小而(er)不同。熱容(rong)量大的,升溫速率慢(man),獲得(de)(de)合(he)(he)適厚(hou)(hou)度的合(he)(he)金(jin)層(ceng)的時(shi)間(jian)自然(ran)就得(de)(de)長一(yi)(yi)些(xie)(xie);而(er)熱容(rong)小的,升溫速率快,合(he)(he)金(jin)層(ceng)的生(sheng)成速度也要(yao)快些(xie)(xie),因而(er)保溫時(shi)間(jian)就可以取得(de)(de)短些(xie)(xie)。對一(yi)(yi)般元器件來說,該(gai)時(shi)間(jian)優選為(wei)(3~4)sec。
虛焊的預防
強化對元器件可焊性的管理
嚴把外(wai)協、外(wai)購件入庫驗收關(guan)
必須(xu)將可(ke)焊(han)性不良的PCB和元器件(jian)拒之門(men)外,因此(ci),必須(xu)嚴格執行(xing)入庫驗收手續:
- 每批外購元器件到貨后,均必須抽樣怍可焊性試驗,合格后才可正式入庫。對一般元器件的引腳采用彎月面潤濕法測量可焊性時,當釬料槽溫度取250℃時潤濕時間應<0.6sec。經過可焊性測試的元器件可以繼續裝機使用。
- 每批外協的PCB到貨后應任意抽取三塊采用波峰法作可焊性測試,合格后才能接收。由于經過可焊性試驗后的PCB不能再使用,因此,每批訂購時必須多加三塊作工藝試驗件。
優化庫存期的管理
- 所有PCB和元器件必須在恒溫、恒濕、空氣質量好,無腐蝕性氣體(如硫、氯等)和無油污的環境中儲存。
- 考慮到可焊性的存儲期限,所有元器件必須實行先入先出的原則,以免造成一部分元器件因庫存期過長而導致可焊性惡化。
- 儲存期的長短應視地區(例如南方、北方)和當地的空氣質量而定,一般希望庫存期愈短愈好。例如PCB在深圳的濕熱環境下最好不要超過一個月。在拆除真空封裝狀態上線插件后,在流水線上滯留時間最好不要超過24小時就完成焊接工序。
加強工序傳遞中的文明衛生管理
- 工作人員應穿戴防靜電衣、鞋和手套,并經常保持其潔凈;
- 由于指紋印是最難去除的污染,是傳遞過程中造成可焊性不良的原因。因此在操作過程中,任何與焊接表面接觸的東西必須是潔凈的。PCB從保護袋中取出后,只能接觸PCB的板角或邊緣,在需要對PCB進行機械安裝操作時,應戴上符合EOS/ESD防護要求的手套并經常保持其潔凈。
選擇正確的工藝規范
工藝規范選擇不當,是造成(cheng)虛焊現象2的(de)關(guan)鍵因(yin)(yin)素。因(yin)(yin)此(ci),在釬料(liao)槽溫度取(qu)定為250℃的(de)前提(ti)下,必須確保合金(jin)化的(de)時間在(3~4)sec之間。
【格亞信電子】是專業從事電子產品設計、電子方案開發、電子產品PCBA加工的深圳電(dian)子方案公司(si),主要設(she)計(ji)電(dian)子產品(pin)包括工控、汽車、電(dian)源、通信、安防、醫療電(dian)子產品(pin)開發。
公司核心業務(wu)是提供(gong)以工(gong)(gong)控電(dian)(dian)子(zi)(zi)、汽車(che)電(dian)(dian)子(zi)(zi)、醫療電(dian)(dian)子(zi)(zi)、安(an)防(fang)電(dian)(dian)子(zi)(zi)、消費電(dian)(dian)子(zi)(zi)、通訊電(dian)(dian)子(zi)(zi)、電(dian)(dian)源電(dian)(dian)子(zi)(zi)等多領域的電(dian)(dian)子(zi)(zi)產品設計、方案開發及加(jia)(jia)工(gong)(gong)生產的一站式(shi)PCBA服務(wu),為(wei)滿足不(bu)同客戶需求(qiu)可(ke)提供(gong)中小批量PCBA加(jia)(jia)工(gong)(gong)。
公(gong)司產(chan)品涵蓋工(gong)業生產(chan)設備控(kong)制設備電(dian)(dian)子(zi)開發、汽車MCU電(dian)(dian)子(zi)控(kong)制系(xi)統方(fang)案設計、伺服控(kong)制板PCBA加(jia)工(gong)、數控(kong)機(ji)床主板PCBA加(jia)工(gong),智能家居電(dian)(dian)子(zi)研發、3D打印機(ji)控(kong)制板PCBA加(jia)工(gong)等領域。業務流程包(bao)括電(dian)(dian)子(zi)方(fang)案開發設計、PCB生產(chan)、元器件采購、SMT貼片加(jia)工(gong)、樣機(ji)制作(zuo)調(diao)試、PCBA中小(xiao)批量加(jia)工(gong)生產(chan)、后期質保維護一站式PCBA加(jia)工(gong)服務。
http://www.scqhky.com/
作者:PCBA加工
相關方案
- SMT代加工產品03-30
- 櫻花草視頻:按摩儀控制板PCBA二次開發加工03-30
- 櫻花草視頻:電源板PCBA定制開發加工04-05
- SMT貼片案例03-30
- 櫻花草視頻:無線充電接收器PCBA方案11-19
- 櫻花草視頻:模擬射頻高速數字板PCB設計案例06-26
- 櫻花草視頻:激光噴碼機控制板設計開發方案09-21
- 櫻花草視頻:通信板卡PCB設計06-26
- 櫻花草視頻:電梯主板PCBA加工04-13
- 櫻花草視頻:基于PLC的空氣凈化系統方案開發05-23
相關技術
- 櫻花草視頻:PCBA清洗劑怎樣選擇,不同類型PCB07-21
- 櫻花草視頻:PCB設計中常用術語解析05-26
- 櫻花草視頻:PCBA加工濕敏器件怎樣管理?05-27
- 櫻花草視頻:開發方案需向方案公司提供什么資05-26
- 櫻花草視頻:電子加工全自動貼合組裝設計參考05-27
- 櫻花草視頻:三大趨勢刺激機器人產業強勢崛起10-14
- 櫻花草視頻:PCBA外觀檢驗標準05-27
- 櫻花草視頻:PCB電路板外觀檢測標準,電路板怎05-26
- 櫻花草視頻:PCBA加工元件的布局設計需參考內容05-27
- 櫻花草視頻:三款常用PCB設計軟件Altium Designer,06-01